高耐熱性、耐薬品性、アウトガス特性に優れた素材群。
ポリアセタール、キャストナイロン等の比較的安価なモノから、PEEK、PFA、ポリイミド等の高価なモノまで切削加工が可能です。
高価な樹脂は流通性に加工業者により切削加工価格がまちまちであり、それは流通性に依る処が大きいと考えます。弊社ではこれら高額樹脂をそれなりに流通させている事で切削加工コストダウンを目指します。
POM(ポリオキシメチレン)

POM樹脂の3D加工。この製品も加工の為のクランプが肝となります。
それなりの時間を要しますが、形状的には問題ありません。
POM(ポリオキシメチレン)


POM(BK)、ポリアセタール黒色より切削加工。
この製品は外径15mmで全長310mmあります。
外径途中にスパナ掛け加工、先端より95mm長で外径12.7mm段落ちしており、
その寸法公差は-0.01~-0.03mmという厳しいモノでした。
切削加工した時点では公差内であろうはずですが、
プラスチックの性質上恒温管理をしないと必ず経時変化は発生します。
その辺りをご説明した上で納品させて頂きました。
※恒温管理:摂氏20℃~22℃の間で空調を管理すること。
POM(ポリオキシメチレン)

POM黒色シャフトを製作しました。この製品は全て切削加工であり、
センタレス加工はしておりません。長尺製品の旋盤加工もお任せください。
PVC(ポリ塩化ビニル)
PVC丸棒素材よりベベルギアを切削にて製作しました。
PMMA(アクリル樹脂)

アクリル丸棒素材より切削加工しました。
製品に多くの溝を切削加工し、その後磨く事により透明度を確保。
PMMA(アクリル樹脂)

アクリルパイプ素材より切削加工しました。
曲がった溝スプラインに見えますが、これは直線。
丸い素材に加工することで見え方が変わります。
PMMA(アクリル樹脂)

アクリル透明60mm厚素材より切削加工しました。
外側からの加工後に内側を加工しますが、製品厚みを均等にするため、
治具製作が要となります。
PMMA(アクリル樹脂)

アクリル丸棒素材より旋盤加工。
これは棒の部分と土台の部分は別部品で、
ネジ加工し締結し使用する製品です。
PMMA(アクリル樹脂)

アクリル丸棒素材より切削加工。先端はより物理的限界まで仕上げていますが、残念ながら拡大鏡確認では丸くなっています。先端ゼロという極限への挑戦も仕事を面白くします。
PMMA(アクリル樹脂)

アクリル透明素材25mm厚を2個とアクリル蛍光色5mmを重合接着後に切削加工を行いました。最後にバフ研磨し、鏡面仕上げ。アミューズメント用途で30cm以上直線的に転がる事が条件というご希望に沿う事が出来ました。
PP(ポリプロピレン)

PP素材(ポリプロピレン樹脂)丸棒より切削加工。オレフィン系では素材剛性も比較的高く軽量で耐薬品性にも優れ、且つ安価ですが、粘りがあるので切削加工はある程度のノウハウが必要となります。
キャストナイロン(モノキャストナイロン)
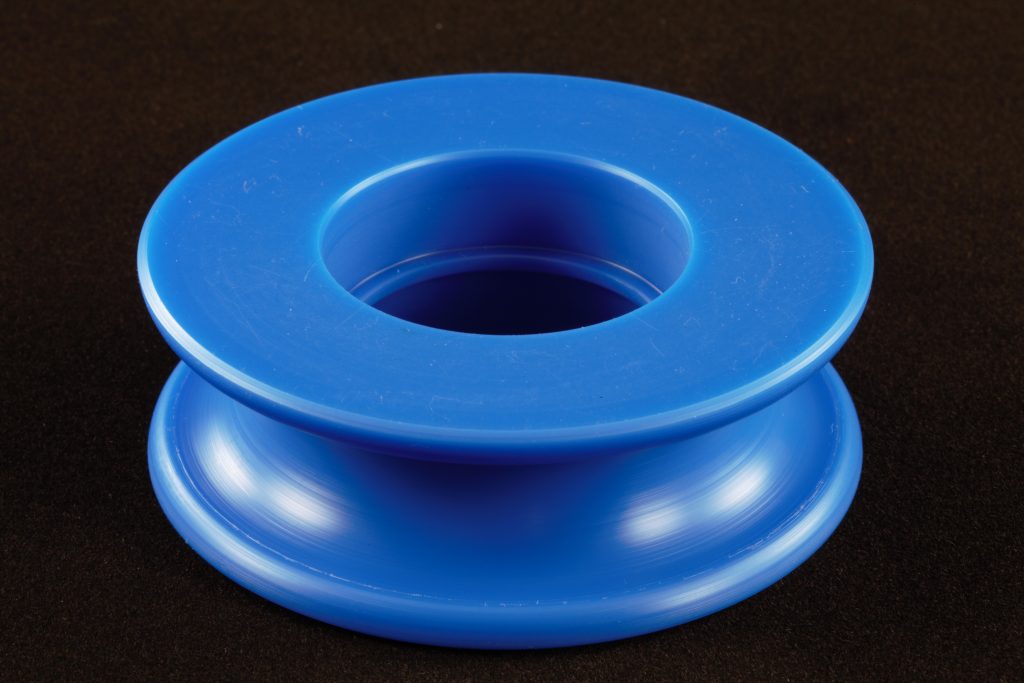
キャストナイロンブルー材で製作した樹脂プーリー。耐摩耗性や静粛性を追求すると金属からの代替え案として
使用されます。
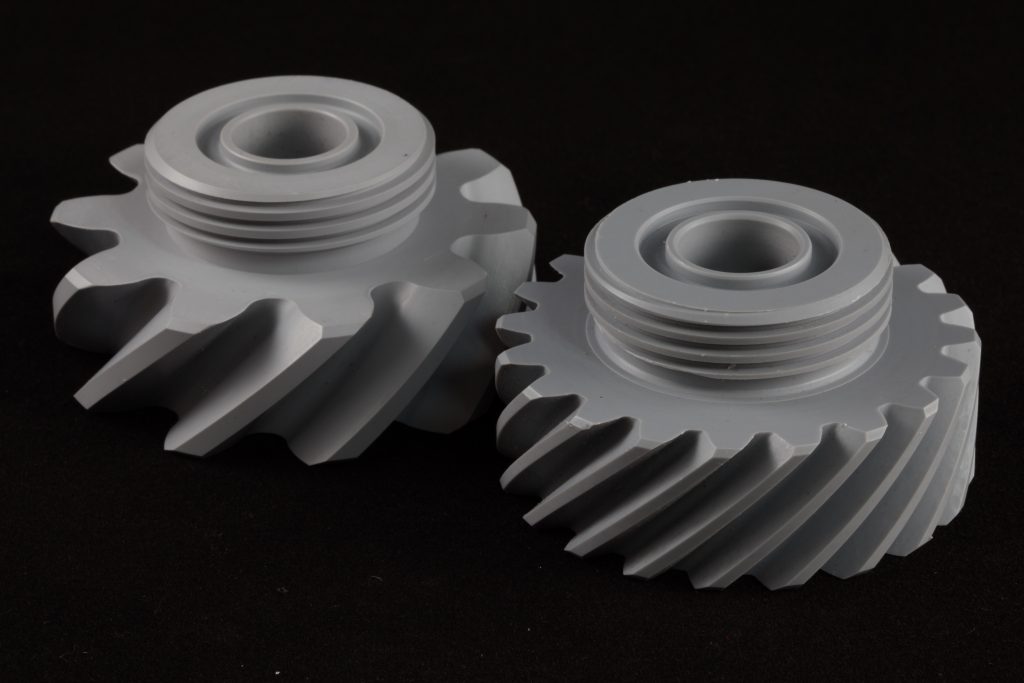
キャストナイロン(モノキャストナイロン)

MCナイロン白色にて駆動ギア製作。
外ギア内ギア加工及びキー溝、ラック加工等の製作も可能です。
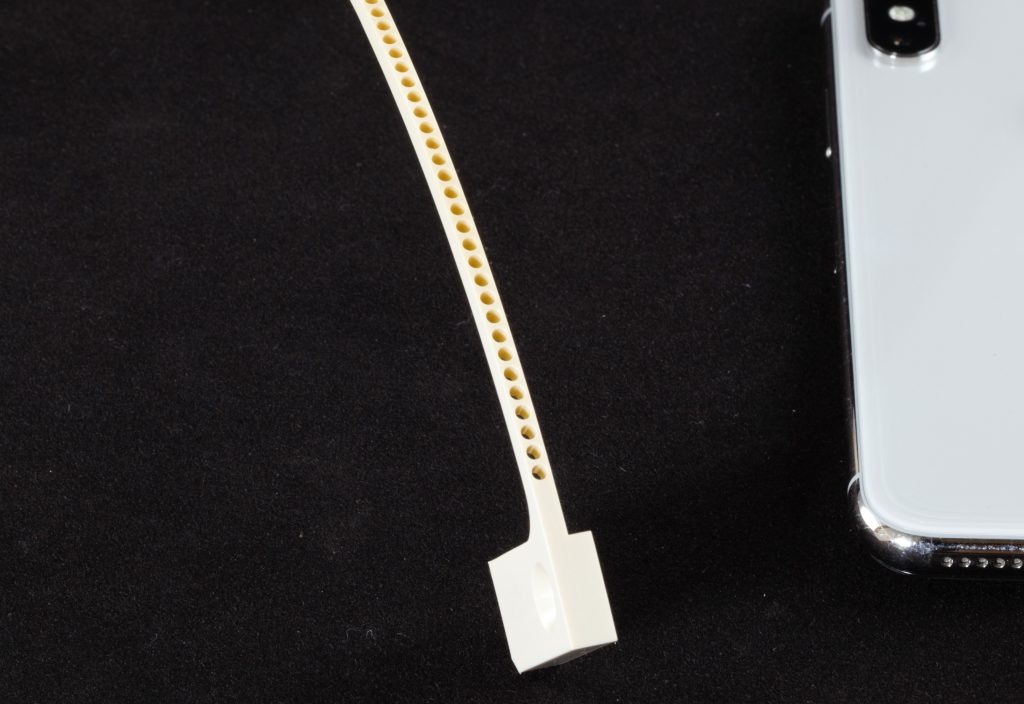
MC501CD R6(キャストナイロン帯電防止)


キャストナイロンシリーズの”帯電防止グレード”である
「MC501CD R6」板材からの加工。
小さな孔が確認可能かと思いますが、この孔より空気にてワークを
吸着しますので、孔径や直角度、バリの有無が重要となります。
他社で製作した所、この孔の入口からエア漏れが発生するとの事で、
再製作しました。この孔径は「0.3mm」ですが特に問題無く無事納品となりました。
比較的切削加工し易いキャストナイロンではありますが、
やはりナイロン樹脂全般、切削加工時の「反り」や素材粘りによる「バリ発生」に
注意が必要です。
PTFE(ポリテトラフルオロエチレン/テフロン)

PTFE(テフロン)板材より3D切削加工。画像にすると「絵」の様にみえます。
この形状にするのは比較的容易でしたが、非常に滑りやすい素材であるので、
ワークのクランプに少し気を使います。
PTFE(ポリテトラフルオロエチレン/テフロン)

PTFE素材(テフロン樹脂)より製作した樹脂プーリー。薬品や耐熱性用途が多いPTFE素材ですが、滑り特性も非常に良く、素材自体柔らかい為、相手ワークへの攻撃性も低いのが特徴です。
PCTFE(ポリクロロトリフルオロエチレン/ダイフロン)

PCTFE(ダイフロン)板素材より切削加工。
手のひらに楽々乗ってしまう製品で。
中央部は曲面で盛り上がっている形状。比較的比重の重い素材なので、
加工時には安定して切削出来ます。
PFA(パーフルオロアルコキシアルカン)

フッ素樹脂で6フッ化のPFAのレンズ用途を製作。何故高価なPFA樹脂を使用したのかは不明ですが、PP素材でも良かったのではないかと感じました。用途をお聞きできれば最適な素材をアナウンス可能です。
PPS(ポリフェニレンサフファイド)

PPS樹脂丸棒材より3D加工。
PPSは硬度のある材料で、割れカケに注意が必要です。
しかし切削し易い素材とも言え、寸法安定性も良いので、
切削していて気持ち良いと感じることもあります。
PPS(ポリフェニレンサフファイド)

PPS板素材より複合機にて切削加工。
寸法安定性に優れ、厳しい寸法公差も比較的実現し易く、
切削性も良好であることから製作形状の自由度が増す素材です。
PPS(ポリフェニレンサフファイド)

PPS素材より薬液噴射用ノズルを製作しました。3mm幅の中にφ2のノズルが外周上に72個整列。5軸マシニング使用でも製作可能ですが、精密な治具を作製することでも製作可能です。
PPS(ポリフェニレンサフファイド)

PPS素材を旋盤加工からのマシニング加工を駆使して切削加工しております。
PPS(ポリフェニレンサフファイド)


PPS素材より切削して製作した「シム」になります。
製品同士のクリアランス調整の為に使用します。
この製品は外形35mm、内径30mmで厚さは「0.1mm」。
製品厚さ公差は±0..02をクリアしております。
気を付けて扱わないとPPS樹脂の性質上破断してしまいます。
極薄加工にもお任せください。
PPSガラス含有40%(ポリフェニレンサフファイドG40)

PPSガラス含有40%の素材を3D切削加工。
ガラズ素材含有の材料は他にもありますが対応可能です。
PI(ポリイミド)

ポリイミド樹脂(ベスペル等)板材からの切削加工。
比較対象のスマートフォンが小さく見えます。
この大きさの素材は非常に高額であり、加工に気を使います。
半導体業界には無くてはならない素材です。
PI(ポリイミド)

ポリイミド樹脂(ベスペル等)の切削加工。
非常に薄肉であり、円形状の部分の肉厚は0.5mm程度です。
当然ですが、薄いので割れ欠けが発生し易い環境ですが、
問題無く割れずに加工出来ます。
PI(ポリイミド)

ポリイミド樹脂(ベスペル等)の3D加工。
高額樹脂には難易度の高い技術を要す場合が少なくありません。
これらハイパフォーマンス樹脂にも精通しております。
PI(ポリイミド)

ポリイミド樹脂(ベスペル等)のカラーです。その他ネジ等にも
使用されております。センタレス加工(外径研磨)後に切削加工します。
PI(ポリイミド)

PI(ポリイミド)

ポリイミド樹脂(ベスペル等)の超精密加工。
中心部の孔径は“0.1mm”です。スマートフォンのバックライトから
非常に細かく漏れる光が確認出来るかと思います。狭小孔加工は
切削機械の筐体で決まるというと大袈裟でしょうか。
PI(ポリイミド)

ポリイミド樹脂(ベスペル等)丸棒材よりセンタレス加工後に、
両端をSR加工。センタレス加工は0.8mm程度まで加工可能です。
PI(ポリイミド)

ポリイミド樹脂製品の先端にステンレス素材が圧入してある「リフターピン」と云われる製品。
樹脂切削加工後に加工後の金属部品を圧入、そこからセンタレス加工により外径切削を行います。
このような異材組み合わせでの加工も得意としております。
PAI(ポリアミドイミド)

ポリアミドイミド樹脂の板材からの切削加工です。
中央部の盛り上がり部分の先端には非常に細かい加工が施されています。
微細加工向きの素材なので狭小の孔も比較的実現し易いと云えます。
PEI(ポリエーテルイミド)

ポリエーテルイミド樹脂(ウルテム等)板材より切削加工。
某半導体製造メーカーでは断熱材として使用しているようですが、
安価でもなく絶縁破壊には強いですが、この素材を選定する理由が解せません。
他素材選定を薦めたい気もしますが…。
